

阳泉箱式通风天窗源头厂家
欧诺通风设备
排烟天窗分类-排烟天窗设计规范
排烟天窗的开窗机是将机械式开窗的履行部件配以驱动马达,再配一个开关即可。还有齿轮齿条式开窗器和链式开窗器。开窗器需要防尘。积尘会使开窗器磨损。而室内相对湿度改变造成结露是窗体隔热功能欠佳或室内环境改变的修建经常发作的情况,温室修建。对开窗器使用的环境条件进行分析和了解,对选用何种开窗器至关重要。
排烟天窗的开窗机的主动控制体系目前有两种。温室控制体系是根据测得的温度,湿度,阳光照度,风的强度,下雨程度的数值,并与预先设定值相比较,从而进行开窗和关窗控制的体系。
排烟排热体系是新发展的消防观念,即当发作火警产生烟和热时,用于排烟排热的窗户主动打开。因为现代修建对修建材料的防火要求渐趋,并从阻燃性方面地界定材料的防火功能。因此一旦发作火灾,烟雾及其中所含的有害物质对人员产生更直接的伤害。或者说有害烟雾妨碍主动的救生行为和被迫的逃生行为。从火灾的发展过程的研究中可以看出,火灾发作的开始阶段,首要产生很多的烟雾。烟雾因为热的效果而上升并集合在修建物的上层。
采光排烟天窗的分类以及作用
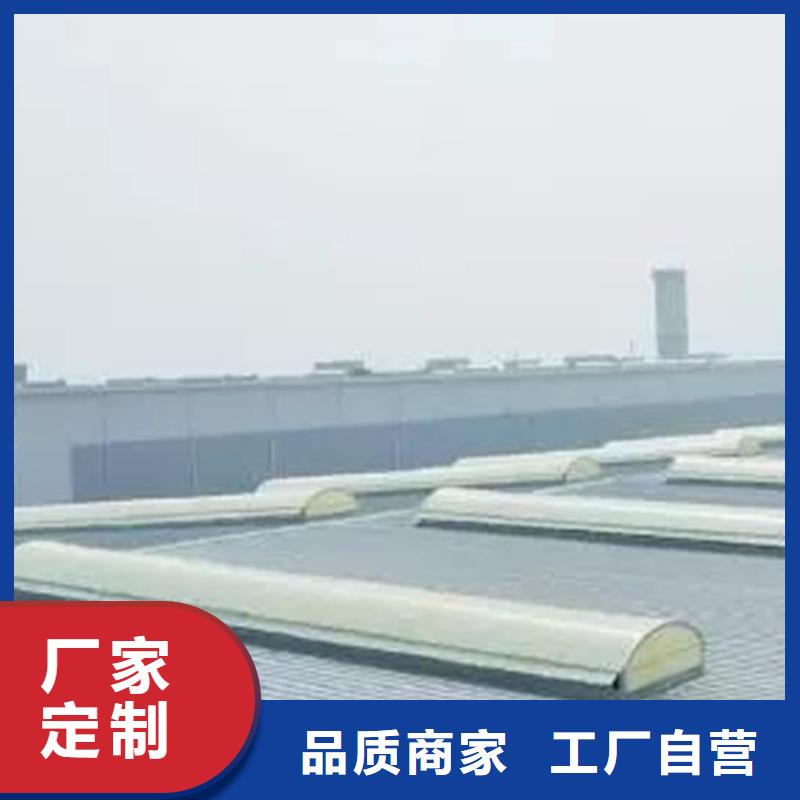
采光排烟天窗(圆拱形)
通风天窗适用于需要经常开启通风的建筑,其-大开启角度为45°,具有保温效果好、采光性能佳等特点。
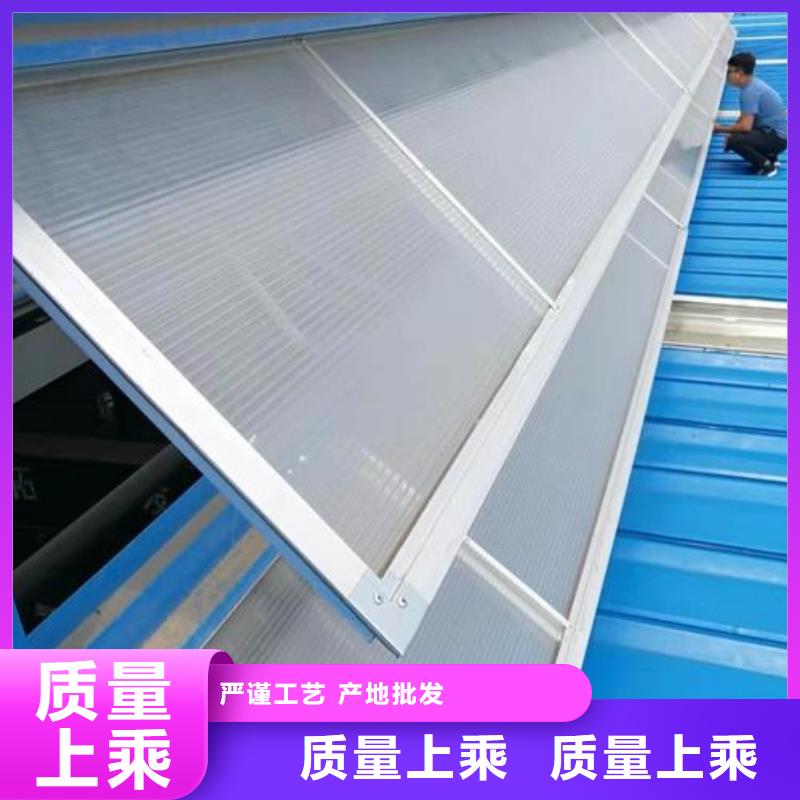
采光排烟天窗(三角形)
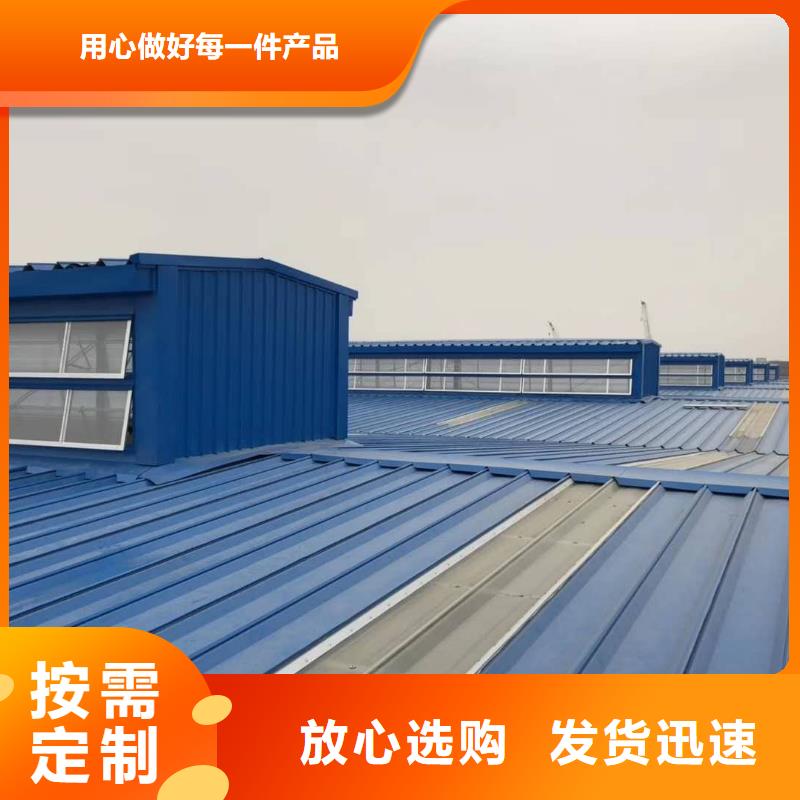
采光排烟天窗(一字型)
适用于平时以采光、通风为主必要时开启的工业建筑,可做消防排烟用,-大开启角度60°90°。
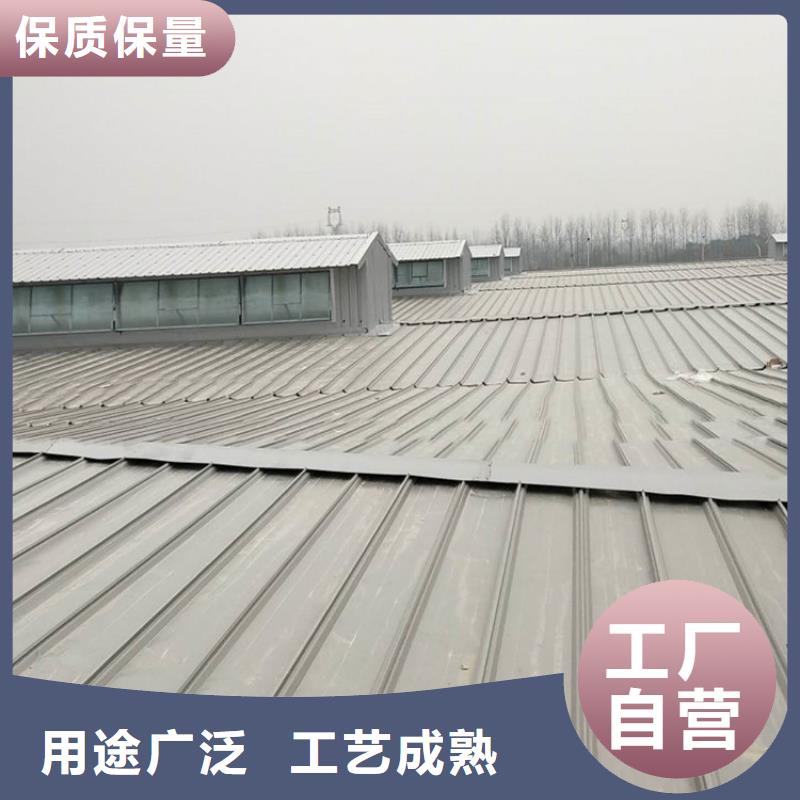
采光排烟天窗(避风型)
通风天窗适用于任何天气情况都需要排烟通风的建筑,可避免出现飘雨、飘雪现象,其-大开启角度30°。
采光排烟天窗(侧开型)
通风天窗适用于一般通风量要求的6米柱距纵向天窗的工业厂房,其-大开启角度45°。
排烟天窗是工程上建筑消火栓系统的重要组成部分,一般的消火栓系统可以分为机械设备加压排风的防排烟装置和可以开启窗扇的自然消火栓系统两种。
机械式排烟系统选用消防排烟机吸脂,根据排烟风管,将送风口周围的烟尘吸入管排到室外。通常情况下,机械设备防排烟系统是独立的,有时还与家用中央空调系统软件配套使用。诚然,排烟系统是在没有电源装置的情况下,利用烟尘的压力和室外空气的压力差,从室内向室外排放烟尘。其关键之处是可开启的窗扇,可安装在建筑物的侧壁或屋顶上。不但有手动开窗,而且还按报警系统自动开窗。
本实用新型包括手动式和全自动两种,制造费用为成品通风天窗的价格,本实用新型是住宅建筑固定消防装置的重要组成部分,它是当今排烟系统的主要方式之一,并以其与住宅建筑相结合,节约室内空间,空气流通及排烟系统多效合一等优点,广泛应用于工程建筑中,如世界博览会主题馆、上海世博展览管理中心、中国馆、荷兰馆、德国馆等展览馆。
 呼和浩特屋顶通风天窗价格
呼和浩特屋顶通风天窗加工流程
剪板机数控直条下料--卷圆--自动焊接--套法兰--管
道翻边--酸洗--质检--包装--发货核检
管道预制必须严格按照SH/T3517-2001的要求进行,预制管道前必须认真核对管道平面布置图、详图、管段图,以避免造成不必要的返工。
1、管子下料
⑴、下料应严格按设计单线图进行,切割前材料尺寸应仔细核对。数控剪板机直条下料(误差正负0.1mm)
⑵、下料时应根据管子长短合理排料,减少浪费。对数量少,管径大,管壁厚及其它特殊材质管道,应先整体排料再下料,严格控制管子的用量,对100mm以上的切割余量不能作为废料处理,应按材质登记保管以便备用。
⑶、切割后的管材标识若被破坏,应在剩余管材上复制原有标识。材料标识要求见附表四。
⑷、不锈钢管材必须用机械或等离子切割,其余管材可用火焰切割下料和制备坡口,切口表面应平整,无裂纹、重皮、毛刺凹凸、缩口,熔渣、氧化物、铁屑等应及时去掉。
⑸、切口端面的倾斜偏差△不大于管外径的1%,且不超过2mm。
2、坡口制备要求
管道连接主要是焊接方式,坡口是焊接的首要条件,必须按规范规定进行,中、低压管道坡口型式采用V型,高压管道采用YV(双V)型坡口,坡口加工应平整,不得有裂纹、重皮、毛刺和氧化铁等,用角向磨光机将坡口和附近10mm范围内打磨出金属光泽。具体坡口形式按焊接工艺卡执行。
3、焊口组对
管道组对前,将接口内外表面25mm范围内的泥垢,油污、铁锈等清除干净,用钢丝刷或拖布将管内杂物清除。对预制和安装时未封闭的管段,应采取措施封堵管口,避免杂物进入管道内。
4、预制允许偏差:
⑴、法兰面与管中心垂直度:DN<100时0.5mm,100≤DN≤300时1.0mm,DN>300时2.0mm;
⑵、尺寸偏差:自由管段±10mm,封闭管段±1.5mm
管子对口时应在距接口中心200mm处测量平直度
当DN<100mm时,a<1mm;DN≥100mm时,a<2mm;但全长允许偏差小于10mm。当管子公称直径小于100mm时,允许偏差值α为1mm;当管子公称直径大或等于100mm时,允许偏差值α为2mm;但全长的偏差值不得超过10mm。
5、管道预制件应按规定要求编号(管线号、焊口编号和焊工号)以便于质量控制和安装时查找。
6、预制完毕的管段,应将内部清理干净,并及时封闭管口,保证管内清洁。特别指出,本工程所有管口在安装前必须全部封闭,确保预制管道进入现场封堵。
7、等厚管道对接焊口的组对应做到内壁齐平内壁错边量不宜超过壁厚的10%且不大于2毫米。
8、不等厚管道组成件组对时当内壁错边量超过1.5mm或外壁错边量超过3mm
9、相邻焊口间距要求
环焊缝中心面间距:DN≥150mm不小于150mm,DN<150mm不小于管外径;
纵焊缝近点间距应大于等于5倍管子壁厚;
呼和浩特屋顶通风天窗价格
呼和浩特屋顶通风天窗加工流程
剪板机数控直条下料--卷圆--自动焊接--套法兰--管
道翻边--酸洗--质检--包装--发货核检
管道预制必须严格按照SH/T3517-2001的要求进行,预制管道前必须认真核对管道平面布置图、详图、管段图,以避免造成不必要的返工。
1、管子下料
⑴、下料应严格按设计单线图进行,切割前材料尺寸应仔细核对。数控剪板机直条下料(误差正负0.1mm)
⑵、下料时应根据管子长短合理排料,减少浪费。对数量少,管径大,管壁厚及其它特殊材质管道,应先整体排料再下料,严格控制管子的用量,对100mm以上的切割余量不能作为废料处理,应按材质登记保管以便备用。
⑶、切割后的管材标识若被破坏,应在剩余管材上复制原有标识。材料标识要求见附表四。
⑷、不锈钢管材必须用机械或等离子切割,其余管材可用火焰切割下料和制备坡口,切口表面应平整,无裂纹、重皮、毛刺凹凸、缩口,熔渣、氧化物、铁屑等应及时去掉。
⑸、切口端面的倾斜偏差△不大于管外径的1%,且不超过2mm。
2、坡口制备要求
管道连接主要是焊接方式,坡口是焊接的首要条件,必须按规范规定进行,中、低压管道坡口型式采用V型,高压管道采用YV(双V)型坡口,坡口加工应平整,不得有裂纹、重皮、毛刺和氧化铁等,用角向磨光机将坡口和附近10mm范围内打磨出金属光泽。具体坡口形式按焊接工艺卡执行。
3、焊口组对
管道组对前,将接口内外表面25mm范围内的泥垢,油污、铁锈等清除干净,用钢丝刷或拖布将管内杂物清除。对预制和安装时未封闭的管段,应采取措施封堵管口,避免杂物进入管道内。
4、预制允许偏差:
⑴、法兰面与管中心垂直度:DN<100时0.5mm,100≤DN≤300时1.0mm,DN>300时2.0mm;
⑵、尺寸偏差:自由管段±10mm,封闭管段±1.5mm
管子对口时应在距接口中心200mm处测量平直度
当DN<100mm时,a<1mm;DN≥100mm时,a<2mm;但全长允许偏差小于10mm。当管子公称直径小于100mm时,允许偏差值α为1mm;当管子公称直径大或等于100mm时,允许偏差值α为2mm;但全长的偏差值不得超过10mm。
5、管道预制件应按规定要求编号(管线号、焊口编号和焊工号)以便于质量控制和安装时查找。
6、预制完毕的管段,应将内部清理干净,并及时封闭管口,保证管内清洁。特别指出,本工程所有管口在安装前必须全部封闭,确保预制管道进入现场封堵。
7、等厚管道对接焊口的组对应做到内壁齐平内壁错边量不宜超过壁厚的10%且不大于2毫米。
8、不等厚管道组成件组对时当内壁错边量超过1.5mm或外壁错边量超过3mm
9、相邻焊口间距要求
环焊缝中心面间距:DN≥150mm不小于150mm,DN<150mm不小于管外径;
纵焊缝近点间距应大于等于5倍管子壁厚;
| 最小起订 | 3 |
|---|---|
| 质量等级 | 优质级 |
| 是否厂家 | 是 |
| 产品材质 | 采光板 |
| 产品品牌 | 欧诺 |
| 产品规格 | 可定制 |
| 发货城市 | 山东 |
| 产品产地 | 山东 |
| 加工定制 | 定制 |
| 产品型号 | 可定制 |
| 可售卖地 | 全国 |
| 产品颜色 | 多种 |
| 质保时间 | 1年 |
| 适用领域 | 建材,工程,厂房等等 |
| 是否进口 | 否 |